粉體靜電塗裝流程
用靜電粉末噴塗設備(塗裝機)把粉末塗料以靜電噴槍噴塗到工件的表面,在其靜電作用下,粉末會均勻的吸附於工件表面,形成粉狀的塗層;粉狀塗層經過高溫烘烤流平固化,變成效果各異(粉末塗料的不同種類效果)的最終塗層;噴塗效果在機械強度、附著力、耐腐蝕、耐老化等方面優於噴漆工藝,成本也在同效果的噴漆之下。靜電粉末噴塗,俗稱“靜電噴塑”。
前→前處理:除掉工件表面的油污、灰塵、鏽跡,並在工件表面生成一層抗腐蝕且能夠增加噴塗塗層附著力的“磷化層”。 主要工藝步驟:除油、除鏽、磷化、鈍化。工件經前處理後不但表面沒有油、鏽、塵,而且原來銀白色有光澤的表面上生成一層均勻而粗糙的不容易生銹的灰色磷化膜,既能防銹又能增加噴塑層的附著力。
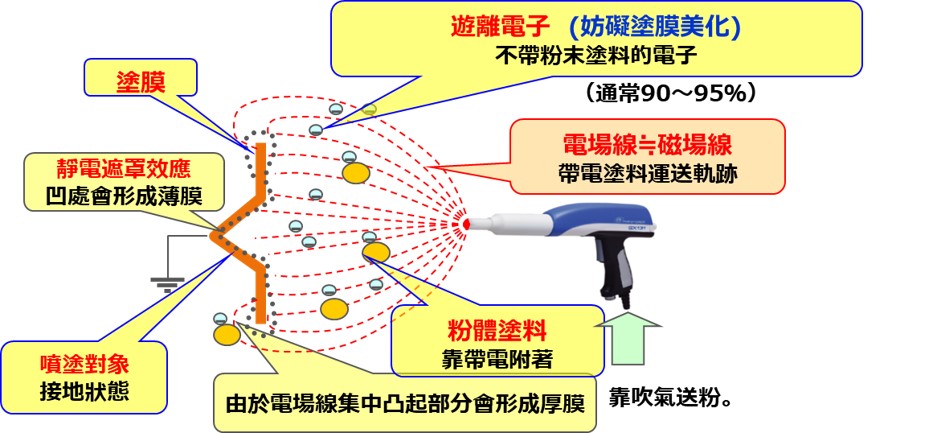
中→靜電噴塗:將粉末塗料均勻地噴塗到工件的表面上,特殊工件(包含容易產生靜電屏蔽的死角)應該採用高性能的靜電塗裝機來完成噴塗。利用靜電吸附原理,在工件的表面均勻的噴上一層粉末塗料; 落下的粉末通過回收系統回收,過篩後可以再用。
後→高溫固化:將工件表面的粉末塗料加熱到規定的溫度並保溫相應的時間,使之熔化、流平、固化,從而得到我們想要的工件表面效果。將噴塗好的工件推入固化爐,加熱到預定的溫度,並保溫相應的時間;開爐取出冷卻即得到成品。 提示:加熱及控制系統(包括電加熱、燃油、燃氣、燃煤等各種加熱方式)+保溫箱體 = 塗裝固化爐(烤漆爐)。
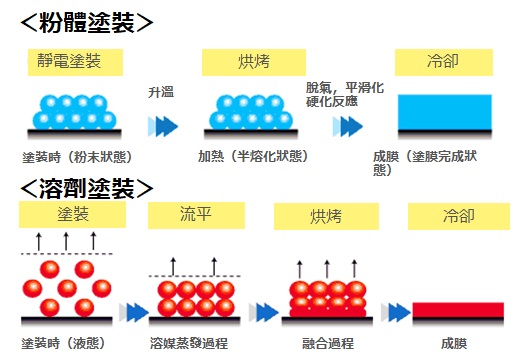
液體塗裝(又稱液體烤漆),
為保證樹脂物質的安定性,
需要流平過程。
粉體塗裝不需要此過程。
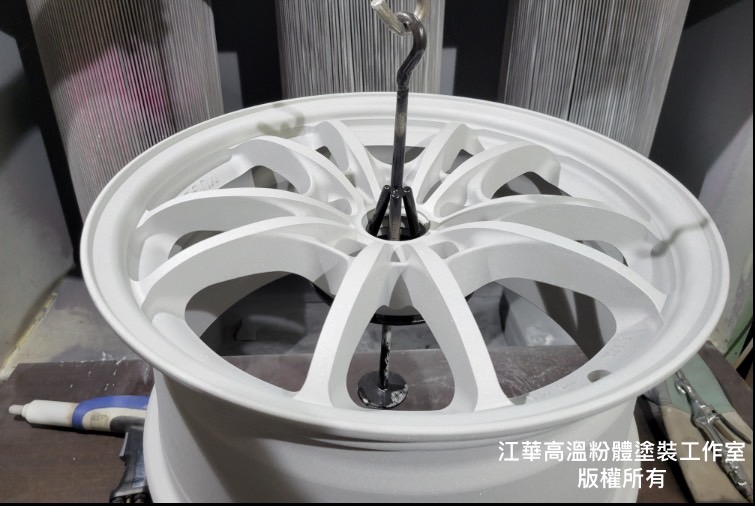
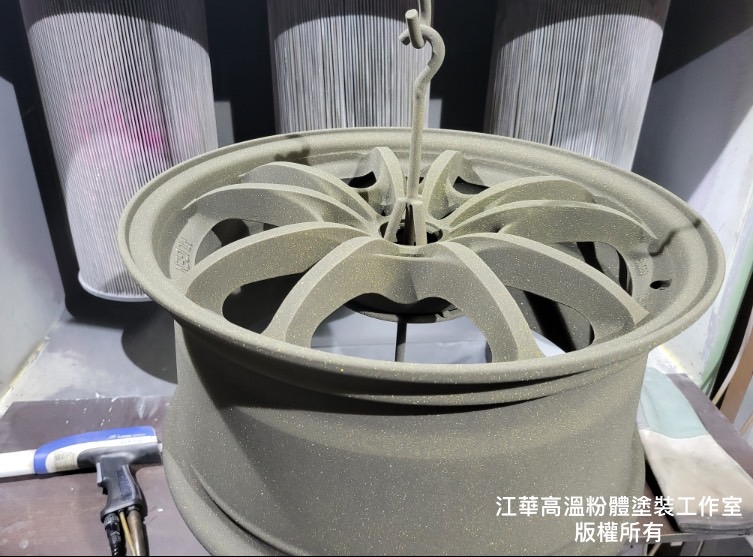
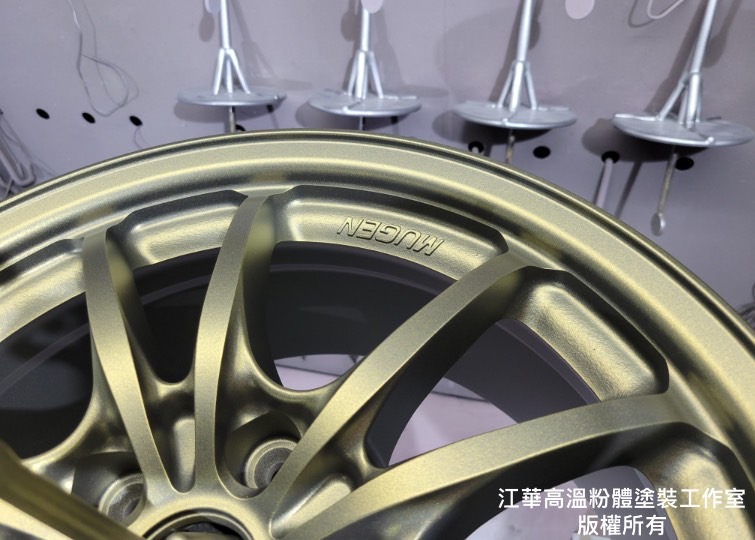
以鋁圈粉體烤漆為例
上圖左-噴塗前鋁圈表面處理完成 上圖右-以粉體靜電噴槍噴塗後, 粉末塗料附著於鋁圈表面 下圖-經由高溫烘烤後塗料固化, 鋁圈較塗裝前耐磨, 抗刮, 且具美觀性